Basic Oxygen Steel Slag Aggregates in Surface Course Asphalt
NOTICE OF DISCLAIMER:
No liability is accepted for errors or inaccuracies in any of information contained on this website. All views or opinions expressed are personal to the author who does not purport to speak for, or represent, any professional body or organisation. Reliance should not be placed on any material contained in this webpage without first seeking and obtaining further professional advice.
Introduction
Basic oxygen steel (BOS) slag, sometimes referred to as the basic oxygen furnace (BOF) slag, is a by-product of the steel making process. BOS slag is formed during the conversion of hot liquid iron from the blast furnace into steel in a basic oxygen furnace. Multiple countries have successfully used asphalt incorporating BOS slag aggregates for many years. These countries include USA, Canada, Australia, UK and several countries in mainland Europe. It is estimated that about 50% of steel slag in Europe is currently used for road construction. In the UK the proportion of steel slag used in asphalt is estimated to be 98%. In other parts of the world, utilisation of steel slag is not high and large quantities are sent to landfill, with a consequential negative impact on the environment. When used as an aggregate, BOS slag is considered to be ‘carbon neutral’. Increasing the re-use of steel slag can reduce environmental impact and improve sustainable development.
Characteristics of BOS Slag
BOS slag compares very favourably with conventional aggregates that are usually used in asphalt. It is a hard wearing, abrasion resistant durable aggregate which provides excellent frictional characteristics and has good binder affinity. It is therefore an ideal aggregate for asphalt surface layers.
Volume Stability
The main issue regarding the use of BOS slag is its volumetric instability in the presence of water. When slag hydrates, its volume increases, and this can cause instability in the asphalt layer. This hampers its use in sectors and requires a stabilisation pre-treatment. These treatments are also cost-inefficient and cause other environmental issues.
The most common treatment is open air weathering for >180 days. This process called Wet Mineral Carbonisation (MC) is a slow and expensive process taking many months for the reactions to occur. Conventional low-temperature wet MC and electrolyser consumes lots of fresh water, and the former process generates lots of waste-water that pollutes ground water sources The process can consume lots of energy and cause air pollution.
Various pilot plants are in development for accelerated stabilisation treatment of BOS slag. To the author’s knowledge, none of these systems have been yet commercialised.

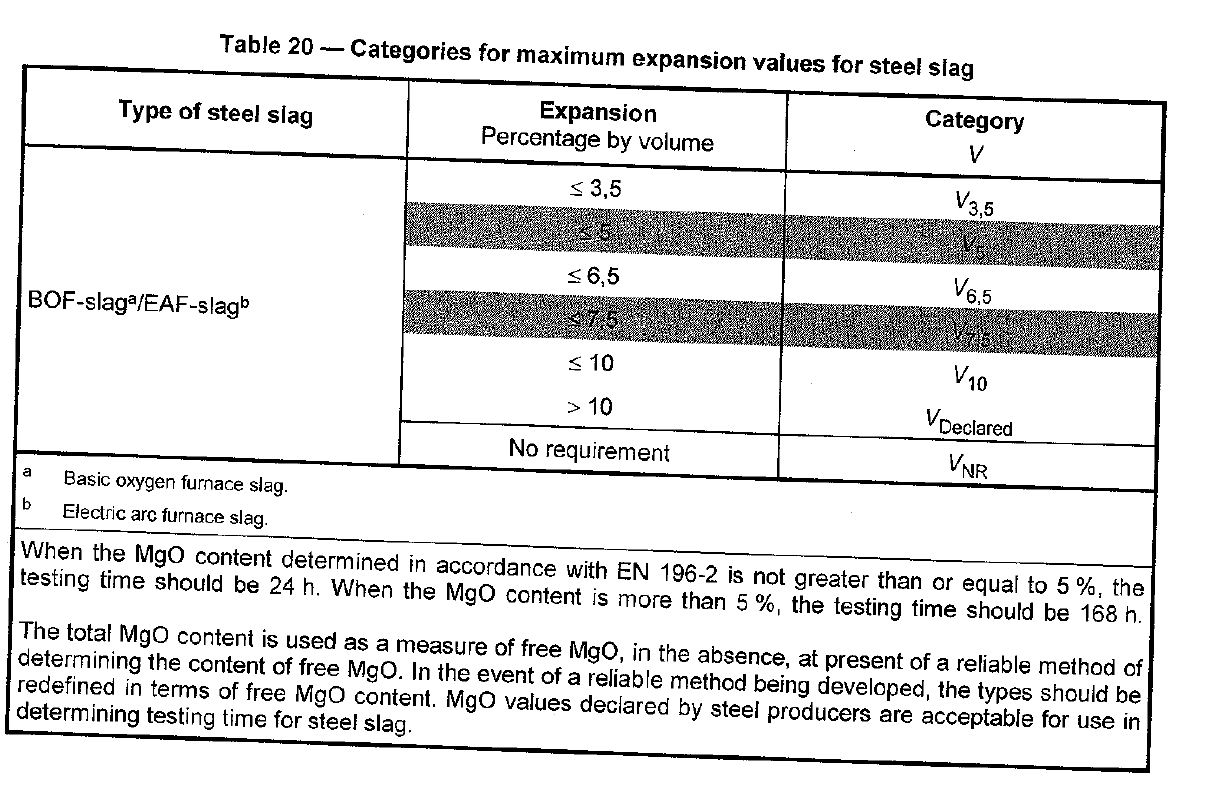
EN 13043 is the European Standard for aggregates for bituminous mixtures & surface dressing and sets out all the requirements for a compliant aggregate. When required, the Volume Stability should be determined in accordance with EN 1744-1. The maximum permitted expansion values are set out in Table 20 of section 6.4.3 of BS EN 13043 , copied below.
Skid Resistance
BOS slag is currently used in UK for Bituminous Surfacing & Surface Dressing (Chip Seal). DMRB CD 236 sets out the requirement as follows for roads under the auspices of National Highways:
How Was BOS slag categorised as PSV60?
In TRL report TRL566 (P G Roe 2003), the performance of BOS Slag was investigated as a Surface Course Aggregate. This was a 3 year research project, commissioned to encourage the use of BOS slag in Surface Courses. The main emphasis of the research was to assess the skid resistance performance of Basic Oxygen Slag Asphalt (BOSA) in the road. Laboratory investigations were carried out on the BOS aggregates. The main finding were that the standard PSV test is inappropriate for assessing the likely in-service skidding resistance performance of BOSA. Values of PSV across the full practical range can be obtained, even from one source, that depend as much upon the test laboratory and procedures followed as on the underlying properties of the material. PSV values from as low as 49 to > 60 were found. Also, the nature of the material has itself the potential to lead to varying results in the laboratory test that are not reflected in the road. It was therefore concluded that where BOS slag is to be considered for use as a surface course aggregate, the decision should be based on known in-service performance in comparable situations rather than on the results of a PSV test.
A key conclusion of the report was
that overall, BOS slag provides MSSC (scrim) values that would be expected from
natural aggregates with PSV = 60. It was therefore concluded that BOS slag
should be permitted for use on Trunk Roads and Principal Roads in situations
where this level of PSV would normally be required.
Discussion
Europe has a long track record of successfully incorporating BOS slag in asphalt. However in less developed parts of the world, large quantities of BOS slag are sent to landfill, with the consequential negative environmental impact. In the UK, National Highways (NH) (formerly Highways England) are currently developing a ’Zero Carbon 2040 Roadmap for Asphalt. Many developed countries throughout the world have similar policies. Additional use of BOS slag in asphalt could be an important tool in the road to ‘net zero’ and can help with:
- Conserving natural resources
- Preserving finite quantities of premium high PSV
aggregates
- Reducing the environmental impact of quarrying
- Carbon reduction
- Promoting the circular economy by recycling
Development of a viable commercialised accelerated weathering system for BOS slag would greatly assist in the reuse of large quantities of BOS slag which are currently sent to landfill.